Трубныя фітынгі для кампрэсійных прыбораў з нержавеючай сталі DUB Bulkhead Union


| Трубка OD | Базавы нумар для замовы | Памеры | |||||||
| T | Tx | A | D | Dx | E | F | Памер адтуліны ў панэлі | Максімальная таўшчыня панэлі | |
| Памеры, у. | |||||||||
| 1/8 | 1/16 | ДУБ-02-01 | 1,85 | 0,5 | 0,34 | 0,05 | 1/2 | 21/64 | 0,5 |
| 1/4 | 1/8 | ДУБ-04-02 | 2.17 | 0,6 | 0,5 | 0,09 | 5/8 | 29/64 | 0,4 |
| 3/8 | 1/4 | ДУБ-06-04 | 2.39 | 0,66 | 0,6 | 0,19 | 3/4 | 37/64 | 0,44 |
| 1/2 | 1/4 | ДУБ-08-04 | 2,63 | 0,9 | 15/16 | 49/64 | 0,5 | ||
Узаемазаменнасць для даведкі
Паркер:
Eaton/WeatherHead :
Мідлэнд:
swagelok : -262 -463 -665 -875
звярніце ўвагу: расцэнкі і пастаўка тавараў, якія адсутнічаюць у наяўнасці, прадастаўляюцца па запыце.Канфігурацыі і памеры могуць быць зменены без папярэдняга паведамлення.
Фітынг для прыбораў
Абмен з Parker CPI, Swagelok, Parker A-LOK, HOKE Gyrolok і інш.
Прыкладанні
Ён распрацаваны з выкарыстаннем прамысловых кодаў і спецыфікацый з дадатковай перадавой тэхнікай па абцісканні і цэласнасці ўшчыльнення.Ён забяспечвае выдатную герметызацыю без уцечак пры газе пад высокім ціскам, вакууме, імпульсе, цеплавым удары, моцнай вібрацыі і многіх іншых строгіх прымяненнях у сістэмах кіравання, тэхналагічных і кантрольна-вымяральных прыладах і ў прамысловым абсталяванні, якое выкарыстоўваецца ў розных сферах прымянення.Напрыклад: цэлюлозна-папяровыя фабрыкі, нафтаперапрацоўчыя заводы, хімічныя працэсы, храматаграфія, электрастанцыі.. .
Асаблівасці
- Канструкцыя - блок з чатырох частак: корпус, гайка, пярэдняя і задняя наканечнікі.Выціснутая і каваная канфігурацыя.
- Самавыраўноўваецца, устойлівасць да вібрацыі, устойлівасць да змены тэмпературы..
- Перавагі – Лёгкі ва ўсталёўцы, антыкаразійны, падчас мантажу на трубкі не перадаецца крутоўны момант.
- Матэрыялы - SS316 у якасці стандарту.SS304 і латунь даступныя па запыце.
Спецыфікацыя
- Дыяпазон тэмператур: ад -325°F да 1200°F (ад -198°C да 648°C)
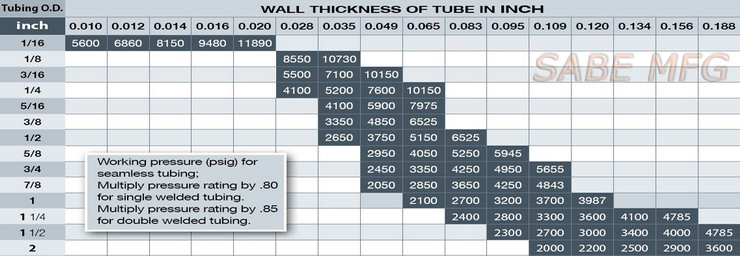
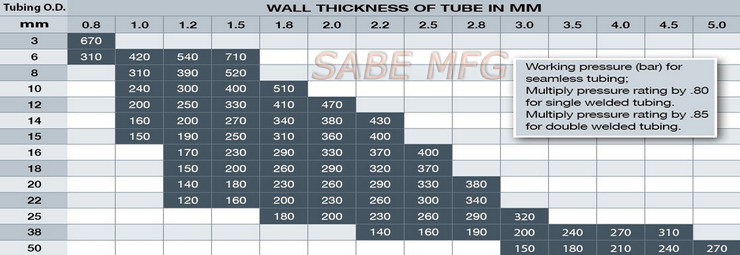
- Працоўны ціск глядзіце ў табліцы ніжэй
Інструкцыя па зборцы
Фітынгі SABE пастаўляюцца ў сабраным выглядзе і зацягваюцца пальцамі.Яны гатовыя да неадкладнага выкарыстання.Разборка перад выкарыстаннем можа прывесці да траплення бруду або старонніх матэрыялаў у фітынг, што можа выклікаць уцечкі.
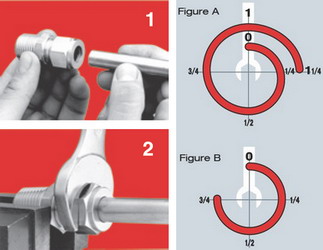
1. Устаўце трубку ў трубны фітынг.Упэўніцеся, што трубка шчыльна ляжыць на плечах фітынга і што гайка шчыльна закручана.У такім становішчы трубка не круціцца ад рукі.
2. Перш чым закручваць гайку, рэкамендуецца нанесці на шасціграннік гайкі, які праходзіць на корпусе фітынга, адзнаку ў пазіцыі «0».Гэтая адзнака будзе служыць індыкатарам адпраўной кропкі і правільнага падцягвання.
3. Утрымліваючы корпус фітынга рэзервовым ключом, закруціце гайку на 1-1/4 абароту, сочыце за рыскай і зрабіце адзін поўны абарот.Затым працягвайце паварочваць у становішча End, як паказана на малюнку A. (Для трубных фітынгаў памерам 1/8″ і 3/16″ патрабуецца толькі 3/4 абароту пасля зацягвання пальцам, як на малюнку B)
Фітынг для латуневых інструментаў





